
Ім'я файлу: Зварювання неплавким електродом.doc
Розширення: doc
Розмір: 310кб.
Дата: 18.02.2022
скачати
Пов'язані файли:
Зміст предмету..doc
Сутність процесу наплавлення.doc
Урок №1 Вплив електричного струму на організм людини.ppt
Урок №1 Загальна характеристика процесів у зоні плавлення.doc
Tema_3.doc
Облицювання раніше зведених стін.pptx
Мурування кутів в 0,5 цеглини.doc
Розширення: doc
Розмір: 310кб.
Дата: 18.02.2022
скачати
Пов'язані файли:
Зміст предмету..doc
Сутність процесу наплавлення.doc
Урок №1 Вплив електричного струму на організм людини.ppt
Урок №1 Загальна характеристика процесів у зоні плавлення.doc
Tema_3.doc
Облицювання раніше зведених стін.pptx
Мурування кутів в 0,5 цеглини.doc
Тема уроку: Зварювання неплавким електродом
Мета уроку: навчальна: Розглянути питання зварювання неплавким електродом
Розвиваюча: сформувати вміння конструктивного мислення;
Виховна: виховувати вміння аналізувати, узагальнювати одержані знання, сприяти становленню особистості учня, його інтелектуальному і духовному розвитку.
Тип уроку: комбінований урок.
Метод проведення: бесіда, розповідь, демонстрація.
Викладення нового матеріалу:
Зварювання вугільним і графітовим електродом.
При зварюванні вугільним електродом захисна атмосфера, яка містить СО2, СО і пари вуглецю, створюється за рахунок поступового обгорання і випаровування електрода. Однак для відповідальних робіт її недостатньо. У таких випадках вдаються до додаткових коштів, що підсилює газовий захист зони зварювання. Зварювання вугільним електродом може бути використаний для зварювання та наплавлення сталі, чавуну, твердих сплавів, алюмінію, міді й інших кольорових металів. В даний час вугільні електроди застосовуються значно рідше, ніж вольфрамові.
Зварювання вольфрамовим електродом
При зварюванні вольфрамовим електродом, вольфрам плавиться у дузі, але при правильно підібраному режимі відбувається лише незначне розплавлення кінця електрода, витрата електродного стрижня не перевищує 1 - 2 см за годину горіння дуги. Нагрітий вольфрамовий електрод інтенсивно окислюється на повітрі, тому вольфрамові електроди можуть працювати лише в захисному газі, не реагуючому з вольфрамом. Найбільш високу якість зварювання неплавким електродом і тривалий термін служби вольфрамового електрода забезпечує застосування інертних газів - аргону і гелію. Зазвичай зварювання ведеться на постійному струмі прямої полярності (мінус на вольфрамовому електроді). Пальник для зварювання вольфрамовим електродом в інертних газах (газоелектричного зварювання) легкий, компактний і зручний в роботі. Газоелектричне зварювання, як ручне, так і автоматичне та напівавтоматичне, широко застосовується для з'єднання невеликих листів металу (до 5 - 6 мм) і дуже малої товщини (менш 0,1 мм). Процес відрізняється чистотою, у зварювальній ванні не вноситься ніяких забруднень, а інертний газ створює надійний захист від впливу атмосферного повітря; температура "полум'я" при зварюванні вольфрамовим електродом може доходити до 30 000 ° С. Тому цей спосіб дуже зручний при зварюванні високоякісних, особливо чистих металів і сплавів, рідкісних, тугоплавких і високоактивних металів, а також нержавіючих, жаротривких та інших спеціальних високолегованих сталей, благородних металів, титану, вольфраму, молібдену, цирконію, ніобію та ін; в цих випадках досить висока вартість інертних газів не має особливого значення. Першим за часом способу зварювання вольфрамовими електродами в захисному газі була атомноводородне зварювання, що з'явилося в 20-х роках нашого століття.
Зварювання порошковим дротом.
Зварювання порошковим дротом - це спосіб механізованого зварювання, при якому захист і легування металу шва проводиться за рахунок шихти, вміщеній в самому дроті, що складається зі сталевої оболонки та неметалічного сердечника.
З одного боку, зварювання порошковим дротом - це різновид зварювання під флюсом, так як на поверхні шва утворюється шлаковая кірка, а процес зварювання механізований. З іншого боку - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах.
Технологія зварювання вугільними і графітовим електродом
Вугільні електроди складаються з аморфного електротехнічного вугілля у вигляді стрижнів круглого перерізу діаметром 6 ... 18 мм, довжиною 250 ... 700 мм з гладкою чорною поверхнею. Кінець електрода заточують під кутом 60 ... 70 °, а для зварювання кольорових металів - під кутом 20 ... 40 °.
Графітові електроди складаються з кристалічного вуглецю-графіту, мають темно-сірий колір з металевим блиском. Матеріал електрода м'який і легко ріжеться. Графітові електроди при зварюванні дають кращі результати, ніж вугільні.
Для вугільних електродів температура плавлення 3800° С і температура кипіння 4200° С, тому практично не вдається спостерігати процес плавлення, а видно повільне випаровування.
Для чистого вуглецю температура плавлення 3500° С, температура кипіння 3467° С, тому він не плавиться.
Процес зварювання вугільними електродами має особливості:
- зварювання можна вести тільки на прямій полярності (мінус на електроді), а при зворотній полярності відбувається недостатньо стійке горіння дуги, погане формування шва, коксування наплавленого металу, електрод сильно нагрівається на великій довжині і відбувається збільшення його випаровування;
- в процесі зварювання дуга чутлива до різних зовнішніх впливів: вітру, потокам газів, магнітною дутью;
- коефіцієнт корисної дії дуги при зварюванні вугільним електродом нижче, ніж при зварюванні металевим плавким електродом.
Вугільні електроди можуть успішно застосовуватися для зварювання тонколистового металу, заварки дефектів металевого лиття, зварювання кольорових металів і наплавлення твердих сплавів.
Зварювання вугільним електродом тонколистового металу може бути наступними способами:
- без присадочного металу, з подачею в дугу присадочного металу;
- з попередньою укладкою на місце шва присадочного металу.
Зварювання без присадочного металу полягає в оплавленні дугою крайок деталей, що зварюються. Цей спосіб набув найбільшого поширення.
Без присадочного металу можуть зварюватися з'єднання встик листів товщиною 1 ... 2 мм з відборткою крайок, приєднання штампованого днища до корпусу ємності, кутові з'єднання, з'єднання внахлест, різні з'єднання з куточків, швелерів, смуг.
Зварювання з подачею присадочного металу в дугу може проводиться за однією з двох схем - лівий або правий спосіб за рис. 2.1, а і б.
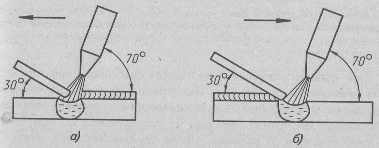
Рис. 2.1. Способи зварювання вугільним електродом з подачею присадочного металу в дугу: а - "лівий" спосіб; б - "правий" спосіб
При зварюванні з подачею присадочного металу в дугу зварювальник тримає у лівій руці присадний пруток, в правій - тримач з вугільним електродом.
При "лівому" способі присадний пруток розміщують між електродом і основним металом, полум'я дуги направлено на основний метал (рис. 2.1, а).
При "правому" способі присадний пруток розміщують між наплавленим валиком шва і вугільним електродом, полум'я дуги направлено на розплавлений метал.
При цьому способі нагрівання більш концентрований, і зварювання можна виробляти на великих швидкостях, але при цьому є ймовірність пропалів (рис. 2.1, б).
"Лівий" спосіб частіше застосовується на практиці, а "правий" спосіб використовують для зварювання металу великої товщини. Зварювання з попередньою укладанням прутків або смужок може застосовуватися для виробництва стикових і кутових швів з листів великої товщини (рис. 2.2). При цьому виходить посилення шва за рахунок сплавлення крайок листів, що зварюються і присадочного прутка або смужки.
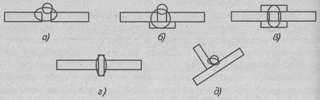
Рис. 2.2. Зварювання вугільним електродом з попередньою укладкою прутків і смужок: а - односторонній стиковий шов з укладанням прутка; б - те ж, з укладанням прутка і підкладкою смужки під шов; в - двосторонній стиковий шов з укладанням смужок з обох сторін; г - те ж, з укладанням смужки в зазор між зварюються листами; д - односторонній кутовий шов з укладанням прутка.
При зварюванні вугільним електродом зварювальний струм підбирають залежно від товщини металу та виду зварного з'єднання, діаметр електрода - залежно від товщини листів, що зварюються так, щоб електрод не розігрівали по всій довжині до світло-червоного розжарювання, коли він швидко витрачається.
Технологія зварювання вольфрамовим електродом
Особливості зварювання вольфрамовим електродом на постійному струмі.
Технологічні властивості дуги, при зварюванні вольфрамовим електродом, значною мірою визначаються родом і полярністю зварювального струму. При прямій полярності на виробі виділяється до 70% теплоти дуги, що забезпечує глибоке проплавлення основного металу. При зворотній полярності напруга дуги вище, ніж при прямій полярності. На аноді - електроді виділяється велика кількість енергії, що призводить до значного його розігріву і можливого оплавлення робочого кінця. Зважаючи на це допустимі щільності зварювального струму знижені.
Особливості зварювання вольфрамовим електродом на змінному струмі.
При використанні змінного струму полярність вольфрамового електрода і вироби змінюється з частотою струму. Тому кількість теплоти, що виділяється на вольфрамовому електроді і виробі, приблизно однаково. Електропровідність дуги різна в різні напівперіоди полярності змінного струму. Вона вище в ті напівперіоди, коли катод на електроді (пряма полярність) і дуговий розряд відбувається в основному за рахунок термоіонній емісії зважаючи на високу температуру плавлення і відносно низькою теплопровідності вольфраму. У напівперіоди, коли катод на виробі, електропровідність дуги нижче, напруга, необхідний для порушення дуги, вище, тому її збудження відбувається з деяким запізненням.
Відповідно з різною напругою дуги в різні напівперіоди змінного струму різна і величина зварювального струму, тобто в зварювального кола з'являється постійна складова струму. У даному випадку ми маємо справу з випрямляючим (вентильним) ефектом розглянутого типу дуги, викликаним відмінністю теплофізичних властивостей електрода і виробу. Величина постійної складової залежить від величини зварювального струму, швидкості зварювання, що зварюється металу і т. д. Її наявність погіршує якість зварних швів на алюмінієвих сплавах і знижує стійкість вольфрамового електрода. Для зменшення величини постійної складової струму застосовують різні способи.
Зварювання вольфрамовим електродом зануреною дугою.
Цікавим різновидом застосування вольфрамового електрода є зварювання зануреною дугою, при якій використовують електрод підвищеного діаметра і підвищений зварювальний струм. З'єднання збирають встик без оброблення крайок, без зазору.
Зварювання порожнистим вольфрамовим електродом у вакуумі.
Іншим різновидом зварювання вольфрамовим електродом є зварювання порожнистим вольфрамовим електродом у вакуумі. Порушення і підтримання дуги у вакуумі 10
3 мм рт. ст. представляє певні труднощі, так як тліючий розряд переходить на стінки камери. Подача в розглянутому способі зварювання дозованого кількості газу в порожнину електрода стабілізує катодна пляма на внутрішній поверхні електрода. Переміщення катода з внутрішньої порожнини викликає розігрів електрода до яскравого світіння. При силах струму понад 50 А дуга представляє собою блакитнуватий розряд, циліндричний за формою на всій довжині дуги.
Можна припускати, що газ, що подається в порожнину електрода, іонізуючи, набуває властивості плазми. Кількість газу, що подається в порожнину електрода, має забезпечувати тиск газу в камері менше 50 мм рт. ст. При великих тисках катодна пляма виходить на торець електрода і хаотично переміщається по ньому. Тиск у камері 10
2 мм рт. ст. при витраті газу 0,01-0,1 л/хв. створює найкращі умови підвищення концентрації дугового розряду. Застосування подібного способу зварювання має певні металургійні переваги, так як сприяє видаленню газів з розплавленого металу і зменшує чад легуючих елементів. Цим способом можна зварювати різні метали і сплави товщиною до 15 мм.Тема уроку: Зварювання неплавким електродом
Мета уроку: навчальна: Розглянути питання зварювання неплавким електродом
Розвиваюча: сформувати вміння конструктивного мислення;
Виховна: виховувати вміння аналізувати, узагальнювати одержані знання, сприяти становленню особистості учня, його інтелектуальному і духовному розвитку.
Тип уроку: комбінований урок.
Метод проведення: бесіда, розповідь, демонстрація.
Викладення нового матеріалу:
Зварювання вугільним і графітовим електродом.
При зварюванні вугільним електродом захисна атмосфера, яка містить СО2, СО і пари вуглецю, створюється за рахунок поступового обгорання і випаровування електрода. Однак для відповідальних робіт її недостатньо. У таких випадках вдаються до додаткових коштів, що підсилює газовий захист зони зварювання. Зварювання вугільним електродом може бути використаний для зварювання та наплавлення сталі, чавуну, твердих сплавів, алюмінію, міді й інших кольорових металів. В даний час вугільні електроди застосовуються значно рідше, ніж вольфрамові.
Зварювання вольфрамовим електродом
При зварюванні вольфрамовим електродом, вольфрам плавиться у дузі, але при правильно підібраному режимі відбувається лише незначне розплавлення кінця електрода, витрата електродного стрижня не перевищує 1 - 2 см за годину горіння дуги. Нагрітий вольфрамовий електрод інтенсивно окислюється на повітрі, тому вольфрамові електроди можуть працювати лише в захисному газі, не реагуючому з вольфрамом. Найбільш високу якість зварювання неплавким електродом і тривалий термін служби вольфрамового електрода забезпечує застосування інертних газів - аргону і гелію. Зазвичай зварювання ведеться на постійному струмі прямої полярності (мінус на вольфрамовому електроді). Пальник для зварювання вольфрамовим електродом в інертних газах (газоелектричного зварювання) легкий, компактний і зручний в роботі. Газоелектричне зварювання, як ручне, так і автоматичне та напівавтоматичне, широко застосовується для з'єднання невеликих листів металу (до 5 - 6 мм) і дуже малої товщини (менш 0,1 мм). Процес відрізняється чистотою, у зварювальній ванні не вноситься ніяких забруднень, а інертний газ створює надійний захист від впливу атмосферного повітря; температура "полум'я" при зварюванні вольфрамовим електродом може доходити до 30 000 ° С. Тому цей спосіб дуже зручний при зварюванні високоякісних, особливо чистих металів і сплавів, рідкісних, тугоплавких і високоактивних металів, а також нержавіючих, жаротривких та інших спеціальних високолегованих сталей, благородних металів, титану, вольфраму, молібдену, цирконію, ніобію та ін; в цих випадках досить висока вартість інертних газів не має особливого значення. Першим за часом способу зварювання вольфрамовими електродами в захисному газі була атомноводородне зварювання, що з'явилося в 20-х роках нашого століття.
Зварювання порошковим дротом.
Зварювання порошковим дротом - це спосіб механізованого зварювання, при якому захист і легування металу шва проводиться за рахунок шихти, вміщеній в самому дроті, що складається зі сталевої оболонки та неметалічного сердечника.
З одного боку, зварювання порошковим дротом - це різновид зварювання під флюсом, так як на поверхні шва утворюється шлаковая кірка, а процес зварювання механізований. З іншого боку - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах.
Технологія зварювання вугільними і графітовим електродом
Вугільні електроди складаються з аморфного електротехнічного вугілля у вигляді стрижнів круглого перерізу діаметром 6 ... 18 мм, довжиною 250 ... 700 мм з гладкою чорною поверхнею. Кінець електрода заточують під кутом 60 ... 70 °, а для зварювання кольорових металів - під кутом 20 ... 40 °.
Графітові електроди складаються з кристалічного вуглецю-графіту, мають темно-сірий колір з металевим блиском. Матеріал електрода м'який і легко ріжеться. Графітові електроди при зварюванні дають кращі результати, ніж вугільні.
Для вугільних електродів температура плавлення 3800° С і температура кипіння 4200° С, тому практично не вдається спостерігати процес плавлення, а видно повільне випаровування.
Для чистого вуглецю температура плавлення 3500° С, температура кипіння 3467° С, тому він не плавиться.
Процес зварювання вугільними електродами має особливості:
- зварювання можна вести тільки на прямій полярності (мінус на електроді), а при зворотній полярності відбувається недостатньо стійке горіння дуги, погане формування шва, коксування наплавленого металу, електрод сильно нагрівається на великій довжині і відбувається збільшення його випаровування;
- в процесі зварювання дуга чутлива до різних зовнішніх впливів: вітру, потокам газів, магнітною дутью;
- коефіцієнт корисної дії дуги при зварюванні вугільним електродом нижче, ніж при зварюванні металевим плавким електродом.
Вугільні електроди можуть успішно застосовуватися для зварювання тонколистового металу, заварки дефектів металевого лиття, зварювання кольорових металів і наплавлення твердих сплавів.
Зварювання вугільним електродом тонколистового металу може бути наступними способами:
- без присадочного металу, з подачею в дугу присадочного металу;
- з попередньою укладкою на місце шва присадочного металу.
Зварювання без присадочного металу полягає в оплавленні дугою крайок деталей, що зварюються. Цей спосіб набув найбільшого поширення.
Без присадочного металу можуть зварюватися з'єднання встик листів товщиною 1 ... 2 мм з відборткою крайок, приєднання штампованого днища до корпусу ємності, кутові з'єднання, з'єднання внахлест, різні з'єднання з куточків, швелерів, смуг.
Зварювання з подачею присадочного металу в дугу може проводиться за однією з двох схем - лівий або правий спосіб за рис. 2.1, а і б.
Рис. 2.1. Способи зварювання вугільним електродом з подачею присадочного металу в дугу: а - "лівий" спосіб; б - "правий" спосіб
При зварюванні з подачею присадочного металу в дугу зварювальник тримає у лівій руці присадний пруток, в правій - тримач з вугільним електродом.
При "лівому" способі присадний пруток розміщують між електродом і основним металом, полум'я дуги направлено на основний метал (рис. 2.1, а).
При "правому" способі присадний пруток розміщують між наплавленим валиком шва і вугільним електродом, полум'я дуги направлено на розплавлений метал.
При цьому способі нагрівання більш концентрований, і зварювання можна виробляти на великих швидкостях, але при цьому є ймовірність пропалів (рис. 2.1, б).
"Лівий" спосіб частіше застосовується на практиці, а "правий" спосіб використовують для зварювання металу великої товщини. Зварювання з попередньою укладанням прутків або смужок може застосовуватися для виробництва стикових і кутових швів з листів великої товщини (рис. 2.2). При цьому виходить посилення шва за рахунок сплавлення крайок листів, що зварюються і присадочного прутка або смужки.
Рис. 2.2. Зварювання вугільним електродом з попередньою укладкою прутків і смужок: а - односторонній стиковий шов з укладанням прутка; б - те ж, з укладанням прутка і підкладкою смужки під шов; в - двосторонній стиковий шов з укладанням смужок з обох сторін; г - те ж, з укладанням смужки в зазор між зварюються листами; д - односторонній кутовий шов з укладанням прутка.
При зварюванні вугільним електродом зварювальний струм підбирають залежно від товщини металу та виду зварного з'єднання, діаметр електрода - залежно від товщини листів, що зварюються так, щоб електрод не розігрівали по всій довжині до світло-червоного розжарювання, коли він швидко витрачається.
Технологія зварювання вольфрамовим електродом
Особливості зварювання вольфрамовим електродом на постійному струмі.
Технологічні властивості дуги, при зварюванні вольфрамовим електродом, значною мірою визначаються родом і полярністю зварювального струму. При прямій полярності на виробі виділяється до 70% теплоти дуги, що забезпечує глибоке проплавлення основного металу. При зворотній полярності напруга дуги вище, ніж при прямій полярності. На аноді - електроді виділяється велика кількість енергії, що призводить до значного його розігріву і можливого оплавлення робочого кінця. Зважаючи на це допустимі щільності зварювального струму знижені.
Особливості зварювання вольфрамовим електродом на змінному струмі.
При використанні змінного струму полярність вольфрамового електрода і вироби змінюється з частотою струму. Тому кількість теплоти, що виділяється на вольфрамовому електроді і виробі, приблизно однаково. Електропровідність дуги різна в різні напівперіоди полярності змінного струму. Вона вище в ті напівперіоди, коли катод на електроді (пряма полярність) і дуговий розряд відбувається в основному за рахунок термоіонній емісії зважаючи на високу температуру плавлення і відносно низькою теплопровідності вольфраму. У напівперіоди, коли катод на виробі, електропровідність дуги нижче, напруга, необхідний для порушення дуги, вище, тому її збудження відбувається з деяким запізненням.
Відповідно з різною напругою дуги в різні напівперіоди змінного струму різна і величина зварювального струму, тобто в зварювального кола з'являється постійна складова струму. У даному випадку ми маємо справу з випрямляючим (вентильним) ефектом розглянутого типу дуги, викликаним відмінністю теплофізичних властивостей електрода і виробу. Величина постійної складової залежить від величини зварювального струму, швидкості зварювання, що зварюється металу і т. д. Її наявність погіршує якість зварних швів на алюмінієвих сплавах і знижує стійкість вольфрамового електрода. Для зменшення величини постійної складової струму застосовують різні способи.
Зварювання вольфрамовим електродом зануреною дугою.
Цікавим різновидом застосування вольфрамового електрода є зварювання зануреною дугою, при якій використовують електрод підвищеного діаметра і підвищений зварювальний струм. З'єднання збирають встик без оброблення крайок, без зазору.
Зварювання порожнистим вольфрамовим електродом у вакуумі.
Іншим різновидом зварювання вольфрамовим електродом є зварювання порожнистим вольфрамовим електродом у вакуумі. Порушення і підтримання дуги у вакуумі 10
Способи запалювання дуги.
Існує 2 способи запалювання дуги: контактний (дуга між електродом і виробом виникає в результаті короткого замикання електроду на виробі) і безконтактний (дуга запалюється за допомогою високочастотного розряду, який створюється осцилятором) (Додаток А).
Рух запальником.
Здійснюють тільки один рух - уздовж осі шва. Відсутність поперечних коливань призводить до того, що шов стає вужчий, ніж при зварюванні покритими електродами. Щоб метал шва не насичувався киснем або азотом повітря, треба стежити, щоб кінець присадочного дроту і W-електрод постійно знаходився в зоні захисного газу. Щоб уникнути розбризкування металу кінець дроту подають у зварювальну ванну плавно. Про ступінь плавлення судять за формою ванни розплавленого металу. Хорошому проплавленню відповідає ванна, витягнута в бік напряму зварювання, а поганому - кругла або овальна. Зварювання зазвичай виконують справа наліво. При зварюванні без присадочного матеріалу електрод розташовують перпендикулярно до поверхні металу, що зварюється, а з присадним матеріалом під кутом. Присадний пруток переміщують попереду пальника без поперечних коливань (Рис.2.3).
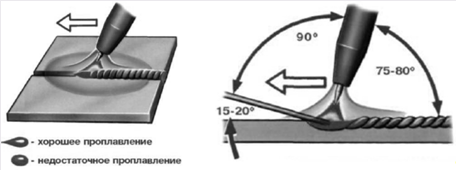
Рисунок 2.3. Рух запальником
Рух присадочним дротом(Рис. 2.4).
При наплавленні валиків горизонтальних швів у нижньому положенні присадочні дроті надають два напрями руху: вниз і поступовий уздовж країв, що зварюються. Це треба робити так, щоб метал рівними порціями надходив у зварювальну ванну. Закінчення зварювання та заварювання кратеру виконують, зменшуючи величину струму реостатом, включеним послідовно в зварювальне коло.
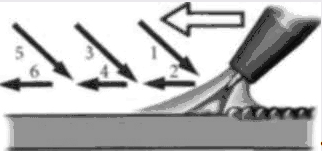
Рисунок 2.4. Рух приладочним дротом
Зварювання таврових, кутових та хлестових швів.
Горизонтальні шви виконують справа наліво "від себе" і "на себе". Зліва направо вести зварювання незручно. W-електрод направляють точно в кут. Присадочний дріт подають попереду пальника, коливальних рухів пальником і дротом не здійснюють(Рис. 2.5).
При зварюванні вертикальних швів електрод направляють точно в кут під нахилом до вертикальної площини. Присадний дріт подають зверху.
Зварювання стельових швів ведуть "на себе ". Пальник тримають майже вертикально. Присадний дріт розташовують перед пальником. Розплавлений метал утримується тиском дуги (Рис. 2.5).
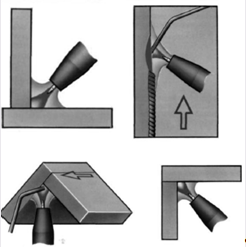
Рисунок 2.5. Зварювання таврових, кутових та хлестових швів.
Зварювання стикових швів в потолочному положенні.
1. Пальник підносять до поверхні металу, запалюють дугу, а потім встановлюють пальник під кутом до деталі, що зварюється.
2. У зону горіння дуги подають присадочний дріт, але не розплавляють її, поки не утворюється зварювальна ванна розплавленого металу.
3. Після утворення зварювальної ванни вводять кінець присадочного дроту в зону плавлення.
4. Розплавляють кінець дроту так, щоб під тиском зварювальної дуги розплавлений метал попадав у зварювальну ванну. У міру плавлення присадочного дроту формують зварний шов, для чого пальник переміщають уздовж з'єднання і знову подають присадний дріт у зону плавлення (Рис. 2.6).

Рисунок 2.6. Зварювання стикових швів в потолочному положенні.
Зварювання стикових швів в вертикальному положенні.
Без присадочного дроту зварюють кореневі шви товстих листів металу з обробленням країв. Металу кромок достатньо для формування шва. Стикові з'єднання листів тонкого металу зварюють з присадочним дротом, так як металу для формування шва не вистачає. Пальник розташовують під кутом до зварюваного виробу і переміщають її поступально без поперечних коливань, а присадний дріт подають по траєкторії 1-6 (Рис. 2.7).

Рисунок 2.7. Зварювання стикових швів в вертикальному положенні.
2.1.3 Технологія зварювання порошковим дротом
Порошковий дріт виготовляється методом профілювання або волочіння зі сталевої стрічки холодного прокату. При згортанні сталева стрічка заповнюється сумішшю порошкоподібних матеріалів, які є розкислюючих, шлакообразующим, газотвірними, легуючими і стабілізуючими складовими при горінні зварювальної дуги.
Порошковий дріт може класифікуватися за такими ознаками:
- за характером захисту (без захисту та з захистом вуглекислим газом);
- по поперечному перерізі;
- за призначенням (для зварювання або наплавлення);
- за складом порошкоподібного осердя;
- в залежності від марки металу, що зварюється;
- за технологічними особливостями для зварювання в різних просторових положеннях.
Порошковий дріт у процесі зварювання повинна забезпечувати легке збудження та стабільне горіння зварювальної дуги, а також санітарно-гігієнічні умови. Зварювання порошковим дротом повинна забезпечувати високу продуктивність процесу і необхідні механічні властивості металу зварного шва. Основною перевагою порошкового дроту є можливість виконання коротких швів, що необхідно при виконанні монтажних робіт. До порошковим проволокам, застосовуваним при зварюванні без захисту газу, відносяться ПП-АН1, ПП-АН2, ПП-АНЗ, ПП-АН7, також ПП-2ДСК, ЕПС-15 / 2, а з захистом вуглекислого газу - ПП-Ан4, ПП -АН8.
За складом порошкоподібного сердечника порошкові дроти можуть бути наступних типів: рутилові (кислі), карбонатно-флюорітні і рутил-карбонатнофлюорітні.
За технологічними особливостями порошкові дроти в даний час можна розділити для зварювання в нижньому положенні і для зварювання в нижньому і вертикальному положеннях. Порошкові дроти для зварювання у всіх просторових положеннях знаходяться в стадії розробки.
При зварюванні порошковим дротом застосовують різні рухи електроду. Стикові шви можуть виконуватися кутом назад або вперед або зворотно-поступальним рухом електрода. При випадкових обривах дуги або порушенні подачі дроту зварювальну дугу необхідно порушувати на відстані 10-15 мм від місця обриву і після запалювання перенести її на незаплавленний кратер. Таврові шви виконують петлеподібним і зворотно-поступальним рухом пальника.
Зварювання порошковим дротом може виконуватися в двох варіантах: без додаткового захисту і з додатковим захистом. Додатковий захист зварювальної дуги вуглекислим газом збільшує продуктивність зварювання і покращує зовнішній вигляд швів, а також різко знижує розбризкування і схильність швів до пористості, вона розширює діапазон робочих напруг і струмів. Застосування порошкового дроту з додатковим захистом вуглекислим газом дозволяє підвищити механічні властивості швів. Для зварювання в С02 розроблені дві марки порошкового дроту ПП-Ан4 (типу Е50А) і ПП-АН8 (типу Е46). Без додаткового захисту порошковий дріт всередині має шихту, яка і забезпечує хіміко-металургійну обробку зварювальної ванни. Дроту з внутрішньою захистом можуть бути з сердечником наступних типів: рутиловим, карбонатно-фтористим і рутил-карбонатно-фтористим. Дроту рутилового типу ПП-АН1, ПП-1ДСК і інші мають наплавлений метал, близьке до напівспокійної сталі, і містять значну кількість водню і кисню. Дроту карбонатно-фтористого типу мають добре розкисленний метал шва з невеликим вмістом водню.
Захист металу від азоту і кисню повітря в дротах рутилового типу виконується за допомогою органічних матеріалів, які в процесі плавлення дроту, розкладаючись, утворюють газовий захист (оболонку). Атмосфера дуги містить значну кількість водню і парів води, в результаті чого вміст водню в зварних швах високий. При підвищенні величини зварювального струму кількість водню в металі шва і вміст азоту зменшується, а кисню збільшується. На підвищених токах при зварюванні дротами рутилового типу з'являється схильність до утворення пористості в зварних швах, яка пов'язана з умовами виділення водню і азоту з зварювальної ванни. Якщо швидкість росту бульбашок газів менше швидкості просування зони кристалізації ванни, то в цьому випадку бульбашки не встигають спливти і у швах утворюються пори. Введення в зварювальну ванну кремнію зменшує швидкість росту бульбашок, тобто знижує пористість. Знизити пористість можна шляхом створення умов для поглинання водню на стадії краплі та інтенсивного його виділення з ванни до початку кристалізації. У порошкових дротах це вирішено шляхом введення в сердечник мінералів, що мають у своїй структурі кристалізаційну воду, що попереджає також відновлення кремнезему сердечника і перехід кремнію в метал. З цієї ж причини не виникає пористість при зварюванні по іржавому металу. Підвищення вмісту водню та зниження вмісту кремнію у ванні покращують процес виділення газів і забезпечують видалення значних кількостей водню і азоту з зварювальної ванни до моменту її кристалізації.
При зварюванні порошковими дротами карбонатнофтористого типу основною причиною утворення пористості, є перенасичення металу азотом і воднем, що відбувається в результаті недосконалості захисту розплавленого металу від повітря, а також пов'язане з коливаннями режиму зварювання. Поліпшення умов захисту металу досягається зміною конструкції порошкового дроту. Наприклад, дроту двошарової конструкції забезпечують надійніший захист у порівнянні з трубчастими. Запобігання пористості металу шва при підвищенні вмісту азоту можна домогтися шляхом введення в дріт активних нітрідообразуючих елементів - титану або алюмінію. Легування дроту титаном або алюмінієм переводить значну кількість азоту в стійкі нітриди і попереджає виділення бульбашок газу. Титан і алюміній, а також їх нітриди, перебуваючи в зварних швах в значних кількостях, знижують пластичність металу. Введення титану і алюмінію в дріт трубчастої конструкції для попередження пористості рекомендується для зварювання одношарових швів і в тих випадках, коли вимоги до пластичності металу невеликі. При високих вмістах титану, алюмінію та азоту в металі шва можливе утворення тендітних структур. Тому легування металу титаном або алюмінієм сприятливо лише до певних концентрацій цих елементів в зварному шві. Найбільш надійні шляхи зниження поглинання азоту металом зварного шва - це застосування двошарової конструкції дроту, або додатковим захистом зони зварювання вуглекислим газом. Джерелами водню в зоні дуги при зварюванні порошковими дротами можуть бути волога матеріалів сердечника дроту, волога і іржа на металі, мастило на поверхні дроту. Для зниження вмісту водню у вихідних матеріалах проводиться сушіння і прокалка матеріалів сердечника, прокалка готового дроту з метою видалення мастила і т. п.