
Ім'я файлу: Taktashov_Rustam_bakalavr.docx
Розширення: docx
Розмір: 1453кб.
Дата: 11.06.2020
скачати
Пов'язані файли:
Гидравлика(Методичка по курсовой работе)(укр).docx
Розширення: docx
Розмір: 1453кб.
Дата: 11.06.2020
скачати
Пов'язані файли:
Гидравлика(Методичка по курсовой работе)(укр).docx

Форма № Н-9.02
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
«КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ імені ІГОРЯ СІКОРСЬКОГО»
Інститут енергозбереження та енергоменеджменту
(повне найменування інституту, факультету)
Автоматизації управління електротехнічними комплексами
(повна назва кафедри)
До захисту допущено
Завідувач кафедри
__________ В.П. Розен
(підпис) (ініціали, прізвище)
“___”_____________2019 р.
Пояснювальна записка
до дипломного проекту
освітньо-кваліфікаційного рівня “бакалавр”
(назва ОКР)
спеціальності 141 Енергетика електротехніка та ектромеханіка
(код та назва спеціальності)
спеціалізація Інжиніринг автоматизованих електротехнічних комплексів
(назва спеціалізації)
на тему: Електромеханічне обладнання та автоматизація методичної печі з розробкою електропривода штовхача заготовок
Виконав: студент 3 курсу, групи ОА-г61
Такташов Рустам Рушанович __________
(прізвище, ім’я, по батькові) (підпис)
Керівник ст. викл.Прядко С.Л _______________
(посада, вчене звання, науковий ступінь, прізвище та ініціали) (підпис)
Консультант Електропостачання к.т.н, доцент МЕЙТА О.В. ___________
(назва розділу) (вчені ступінь та звання, прізвище, ініціали) (підпис)
Консультант Охорона працік.т.н., доцент Козлов С.С. ____________
(назва розділу) (вчені ступінь та звання, прізвище, ініціали) (підпис)
Рецензент _____________________________________ ________
(посада, вчене звання, науковий ступінь, прізвище та ініціали) (підпис)
Засвідчую, що у цьому дипломному проекті немає запозичень з праць інших авторів без відповідних посилань.
Студент _____________
(підпис)
Київ – 2019 року
Реферат
Високопродуктивна і економічна робота прокатних цехів в значній мірі визначається станом і роботою нагрівальних печей. Найбільш поширеними з них є методичні нагрівальні печі.
Методичні печі, як і інші нагрівальні пристрої, являють собою агрегати, в яких відбуваються складні комплексні теплотехнічні процеси спалювання палива, руху газів, теплообміну, нагріву металу. Разом з тим, як теплообмінні апарати, вони мають свої специфічні особливості.
За принципом дії методична піч є безперервною піччю, хоча посадка в неї злитків або заготовок відбувається через ті чи інші проміжки часу.
Однією з основних особливостей методичних печей є протитечійне рух в них газів і металу. Однак, можливі печі і з прямоточним рухом газів і металу.
Тепловий і температурний режими роботи методичних печей незмінні в часі. Разом з тим температура в методичних печах значно змінюється по довжині печі. Характер зміни температури, що залежить від необхідного графіка нагрівання металу, визначає як кількість і призначення зон печі, так і режим теплообміну в кожній з них. Холодний метал надходить в зону найнижчих температур і, просуваючись назустріч димових газах, температура яких весь час підвищується, поступово (методично) нагрівається.
Реферат
Высокопроизводительная и экономичная работа прокатных цехов в значительной степени определяется состоянием и работой нагревательных печей. Наиболее распространенными из них являются методические нагревательные печи.
Методические печи, как и другие нагревательные устройства, представляют собой агрегаты, в которых происходят сложные комплексные теплотехнические процессы сжигания топлива, движения газов, теплообмена,
нагрева металла. Вместе с тем, как теплообменные аппараты, они имеют свои специфические особенности.
По принципу действия методическая печь является непрерывной печью, хотя посадка в нее слитков или заготовок происходит по тем или иным промежутки времени.
Одной из основных особенностей методических печей является противоточное движение в них газов и металла. Однако, возможны печи и с прямоточным движением газов и металла.
Тепловой и температурный режимы работы методических печей неизменны во времени. Вместе с тем температура в методических печах значительно изменяется по длине печи. Характер изменения температуры, зависит от необходимого графика нагрева металла, определяет как количество и назначение зон печи, так и режим теплообмена в каждой из них. Холодный металл поступает в зону низких температур и, продвигаясь навстречу дымовых газах, температура которых все время повышается, постепенно (методично) нагревается.
Abstract
High performance and economical operation of rolling mills are largely determined by the status and operation of the heating furnace. The most common of these are methodical heating furnace.
Methodical oven, like other heating devices are aggregates in which there are complex heat engineering complex combustion processes, movement of gases, heat exchange heating of the metal. However, as heat exchangers, they have their own specific characteristics.
The operating principle of continuous furnace is a continuous furnace, although the landing in her bars or workpieces made through certain periods of time.
One of the main features of continuous furnaces is countercurrent flow of gases in them and the metal. However, there may be a furnace and once-through gas movement and metal.
Thermal and thermal modes of continuous furnaces are constant in time. However, the temperature in reheat furnaces varies considerably along the length of the furnace. Character of change of temperature, which depends on the desired metal heating schedule, and determines the number of destination zones of the furnace and the heat exchange mode in each of them. Cold metal enters into the zone of the lowest temperature, and advancing toward the flue gases, which always increases the temperature gradually (methodically) is heated.
Зміст
Вступ……………………………………………………………………………...6
1.Загально-технічна частина. ……………………………………………….....11
1.1 Стислий опис технологічного процесу методичної печі…….….....11
1.2 Основні матеріальні потоки процеса, їх параметри та допустимі відхилення …………………………….……………………...……….….17
1.3 Технічна характеристика основного технологічного обладнання .18
1.4 Розрахунок теплового балансу методичної печі ……...…………...21
2.Електропостачання ………………………………………..…………………..31
2.1 Умови проектування. Коротка характеристика ділянки ……….…..31
2.2 Розрахунок освітлення…………………….……..…………….….….32
2.2.1 Метод коефіцієнта використання світлового потоку ………...…..33
2.2.2 Метод питомох потужності………...………………………………34
2.3 Розрахунок електричних навантажень та вибір трансформаторі….32
2.3.1 Основні положення…………………………….……………….….32
2.3.2 Розрахунок електричних навантажень силових та освітлювальних електроприймачів……………………………………………………...….35
2.3.3 Розрахунок сумарного електричного навантаження………..……38
2.3.4 Вибір кількості трансформаторів……………..………..…………43
2.4 Розрахунок електричних мереж підприємства та вибір типу перерізів провідників………………………………………………..……47
2.4.1 Вибір кабеля по нагріву…………………………….……………..49
2.4,2 Перевірка вибраних кабелів на термічну стійкість………….…..50
2.4.3 Вибір проводів, що живлять окремі електроприймачі………….51
2.5 Розрахунок струмів короткого замикання в мережі……………….51
2.6 Вибір електричних апаратів………......……………………….……54
2.6.1 Вибір автоматичних вимикачів…………………………..………54
2.7 Основні енергетичні показники…………………………………….57
3. Електромеханічна частина та автоматизація………………………..………48
3.1 Опис робочої машини…………………..……………………...…….48
3.2 Розрахунок потужності двигуна…………….………………………51
3.3 Приведення статичних моментів і моментів інерції до валу двигуна ………………………………………..…………………………………….55
3.4 Приведення моментів інерції і коефіцієнтів жорсткості до валу двигуна…………………………………………………………………….61
3.5 Попередня перевірка двигуна по продуктивності і нагріванню…..63
3.6 Характеристика технологічного процесу та проектування системи автоматичного регулювання автоматизації……………….…….……...66
3.7 Вибір типу регулятора та розрахунок його налаштування…...…..67
3.8 Розрахунок схеми електропривода по системі ПЧ-АД……….…….70
3.8.1 Параметри двигуна…………………………………….……………72
3.8.2 Розрахунок регулятора швидкості………………...……………….75
3.8.3 Параметри регулювання…………………………………………….76
3.9 Моделювання в MATLAB…………………………………………….77
3.9.1 Модель електропривода за системою ПЧ-АД…………...………..78
3.9.2 Графічні результати моделювання електропривода за системою ПЧ-АД………………...……………………………………………………78
4. Охорона праці…………………………...…………………………………….78
4.1 Охорона праці при обслуговуванні технологічного процесу прокату металу…………...…………………………………….……………………78
4.2 Пожежна безпека …………………………………………………….79
4.3 Шум та вібрація………………..……..……………………………….79
4.4 Захист електроустановок………………………………………..……80
4.5 Охорона навколишнього середовища………….……………………81
5. Висновок………………………………………………………………………87
6. Використана література…………………………………..………………….89
ВСТУП
Методична піч - важлівій об'єкт на металургійному виробництві, який служить для нагріву металевих заготівок перед прокатки, кування або штампуванням.
Тобто автоматизація металургійного підприємства в цілому, а зокрема автоматизація методичних печей важліва для нормального ходу технологічних процесів.
Автоматизація вважається головного, найбільш перспективним напрямком у розвитку промислового виробництва. Завдяки звільненню людини від особистої участі у виробничих процесах, а також у висок ій концентрації основних операцій істотно поліпшуються умови праці й економічні показники виробництва.
У масовому виробництві доводитися користуватись універсальними автоматичності прилаштувати, що вимагають переналагодження, що викликає велику витрати непродуктивного часу. Тому в останні роки велика увага приділяється «гнучкості» автоматичного устаткування, що досягається шляхом широкого використання принципів агрегатування і програмного керування, що спричиняє поступове ускладнення конструкцій.
Ускладнення устаткування, особливо в умовах високої концентрації операцій, висуває проблему его надійності, що особливо актуально для всього металургійного виробництва. Чи не менше значення для успішного розвитку автоматизації має вишукування і впровадження нових матеріалів і нових конструкцій виробів, а також прогресивних технологічних процесів.
Таким чином, успішній розвиток автоматизації забезпечується спільною роботою конструкторів, технологів, проектувальників и організаторів виробництва.
Впровадження та розширення функціональних можливостей сучасних мікропроцесорних систем управління пов’язане із значною кількістю видів і систем відображення технологічної информации: Використання дінамічніх мікросхем; одержаний графіків технологічних параметрів за будь - Який відрізок часу; формирование передісторії и розвитку процесса; архівування зас помощью таблиць, звітніх документів ТОЩО. Це значний спрощує управління ходом технологічного процесса та підвіщує его якість.
При системному підході автоматизація виробництва дает Кращі результати, коли досконало вівчаються Властивості об'єкта автоматизації, розробляється Функціональна структура як сукупність системою функцій, Які віконуються.
При створенні систем автоматизації Використовують много Контурні системи, в якіх реалізуються принципи компенсації збурень, адаптації, досконалі Структури типу каскадних систем з Додатковий сигналами та інше.
1 ЗАГАЛЬНО-ТЕХНІЧНА ЧАСТИНА
Стислий опис технологічного процесу методичної печі
У дипломному проекті розглядається методична піч, призначена для нагріву металу перед прокаткою і відноситься до печей безперервної дії. За годину нагрівання заготовки поступово переміщуються через всю піч від входу до виходу. Методична піч складається з робочого простору, де відбувається спалювання палива і нагрівання металу, і ряду систем: опалення, транспортування заготовок, охолодження елементів печі, управління тепловим режимом і т. ін.
Розглянемо п’ятизонну штовхальну методичну піч, зображення розрізу якої наведено на Рисунку 1. Найменування печі відповідає числу опалювальних зон. Підлягають нагріванню, заготовки подаються до завантажувального вікна 1 печі за допомогою рольганга завантаження 2 і зштовхається в піч штовхачем. Заготовки розташовуються в печі впритул одна до іншої, стикаючись бічними гранями. Тому при штовхані в піч всі заготовки переміщаються уздовж печі. Одночасно з вікна видачі 3 на приймальний рольганг 4 видається нагріта заготовка.
Робочий простір печі розбито на зони: методичну зону 5, верхню і нижню перші зварювальні зони 6 і 7, верхню і нижню другі зварювальні зони і 9, томильную зону 10. Всі зони, крім методичної, оснащені пальниками I1, в яких спалюється паливо (змішаний газ, природний газ, мазут).
Заготовки нагріваються поступово (методично), переміщаючись, спочатку через неопалювальну методичну зону (зону попереднього нагрівання). де температура порівняно низька, потім через зварювальні (нагрівальні) зони з високою температурою, де відбувається швидке нагрівання металу, і томильную зону, в якій здійснюється - вирівнювання температур
по перетину заготовки. У методичній і зварювальних зонах заготовки переміщаються по водоохолоджуваних трубах 12, я в томильной - за монолітною подине 13.
Відпрацьовані гази рухаються в печі назустріч руху металу, віддаючи йому значну частину тепла (останнім часом розробляються методичні печі, в яких напрямок руху продуктів збігається в деяких зонах з наступним спрямуванням руху металу, проте вони не набули широкого поширення), З методичної зони вони надходять в рекуператор 14, де нагрівають повітря, що подається в зони для горіння (в деяких методичних печах в рекуператорах нагрівають також і газ).
Далі продукти згоряння в багатьох сучасних методичних печах подаються в котли-утилізатори, де частина їх тепла використовується для вироблення пари, після чого вони відводяться в димову трубу.
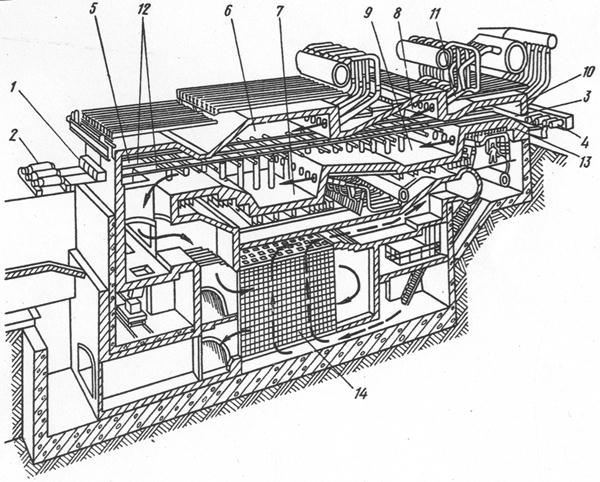
Рисунок 1.1 - П'ятизонна штовхальна методична піч у розрізі:
1-вікно посада металу; 2 штовхач; 3 вікно відачі металу; 4-рольганг; 5 методична зона; 6 зварювальний зона; 7- пальник нижнього топленого; 8-томильную зона; 9-пальник томильної зони; 10 заслонка вікна видачі металу; 11- газ і повітря верхніх пальніків; 12- димоходи (кабана); 13- под томильної зони; 14- рекуператор.
1.2 Основні матеріальні потоки процеса, їх параметри та допустимі відхилення
До основних матеріальних потоків в п'ятитонній методичній печі відносяться: природний газ, повітря та доменний газ, які зведені табліцю1.1 Таблиця 1.1 - Матеріальні потоки методичної печі
№ п / п
Параметр
Величина
1
Температура на віході печі
700-800 
2
Витрати газу на піч
6000 
3
На Першу зону
1700-1800
4
На другу зону
900-1100
5
На третю і четверту зони
540-610
6
На п'яту зону
420-500
7
Витрати повітря на піч
6000
8
Тиск газу
11-14 
9
Тиск Повітря
850-900
10
Тиск димових газів
5.5-6.2
11
Температура дима до рекуператора
27-32
12
Температура дима после рекуператора
40-45
13
Температура підігрітого Повітря
250-255
14
Температура димових газів
750-800
Технічна характеристика основного технологічного обладнання
Геометричні розміри поду печі: - ширина у Просвіті - 12,30 м; - довжина габаритна - 33,18 м;
Площа поду: - габаритна - 431 м2; - корисна - 385 м2; - активна (max) - 192,6 м2.
Максимальна проектна продуктивність (при нагріванні заготовок з вуглецевої Сталі перерізом 150х150 мм, довжина 12 м при кроці розкладки 300 мм) - 200 т / рік. Напруга активного поду - 1040 кг / м2.
Основним технологічним обладнанням в даній работе є методична піч,
габаритні розміри якої зведені в таблицю 1.2.
Таблиця 1.2 - габаритні розміри
Піч
Максимальні розміри робочого простору, м
Максимальна продуктивність,
т / рік
Максимальна теплова потужність
довжина
ширина
ГДж / г
Гкал / г
Штовхальні з похилим подом
22
13
180
460
110
З нижнім обігрівом
40
13
320
800
190
З рухомими балками (з крокуючім подом)
50
13
420
1170
280
Кількість пальників у зонах печі:
- 1 зона - 40 шт.; - 2 зона - 40 шт.; - 3 зона - 16 шт.; - 4 зона - 16 шт.; - 5 зона - 8 шт.
Розрахунок теплового балансу методичної печі
При складанні теплового балансу печі доводиться опускати деякі статті витрат тепла, що не перевищують 5% всього витрати. [1,2,3,4,5,]
Прихід тепла:
Тепло від спалювання палива:
 , Де В - шуканий витрата палива, м3 / рік
, Де В - шуканий витрата палива, м3 / рік
Тепло, що вноситься підігрітим повітрям:
Тепло екзотермічних реакцій (приймемо чад 1%, теплота згоряння заліза 5650кДж / кг)

Витрата тепла:
При складанні теплового балансу опущені такі статті витрат:
А) втрати тепла випромінюванням через відкриті вікна;
Б) втрати від хімічної неповноти згоряння;
У) втрати від механічної неповноти згоряння.
1.Тепло, що витрачається на нагрів металу:
 де P-продуктивність печі; C-середня теплоємність Me;
де P-продуктивність печі; C-середня теплоємність Me;
 при
при 


Перш за все визначаємо теплоємність димових газів при t = 8000С



Середня площа зводу

Товщина зводу 0,3, матеріал шамот. Приймаємо, що температура внутрішньої поверхні склепіння дорівнює температурі газів.
Середня температура газів в печі:

Якщо вважати, що температура зовнішньої поверхні кладки близько 500С, то середня температура вогнетривкого матеріалу зводу 5900С.
З цієї температурі  з Додатка IX (1) вибираємо коефіцієнт теплопровідності шамотного матеріалу:
з Додатка IX (1) вибираємо коефіцієнт теплопровідності шамотного матеріалу:

Таким чином, втрати через звід складають:

де α - коефіцієнт тепловіддачі від зовнішньої поверхні стін до навколишнього повітря, рівний 71,2 кДж / (м2ч0С)
Потері через стіни, кладка стін виконана двошарової (шамот 345мм, діатоміт 115мм)
Площа стін, м2:
методичної зони

зварювальної зони

томильной зони

торцевих:

Повна площа стін:


При лінійному розподілі температури по товщині стін середня температура шамоту буде дорівнює 5500С, а діятимуть 1500С. отже,
Повні втрати через кладку

Втрати тепла з охолоджувальною водою по практичним даним приймаємо рівними 10% Qx приходу, (тобто від  )
)

Невраховані втрати приймаємо в кількості 15% Qx приходу тепла

Запишемо рівняння теплового балансу печі

Проведені розрахунки з теплового балансу наведені у табліці 1.3
Таблиця 1.3 Тепловий баланс методичної печі
Приход, кДж / год;
%
Тепло, що отримується від згорання палива

86,1
Тепло, що вноситься підігрітим повітрям 
11,1
Тепло екзотермічних реакцій
2,8
Разом: QΣ = 157 * 106
100
Витрата кДж / год;
%
Тепло, що витрачається на нагрів металу 
42
Тепло газів
33
1 2 3 4 5 6 7 8 9
скачати
| |
| |
Реферат
Високопродуктивна і економічна робота прокатних цехів в значній мірі визначається станом і роботою нагрівальних печей. Найбільш поширеними з них є методичні нагрівальні печі.
Методичні печі, як і інші нагрівальні пристрої, являють собою агрегати, в яких відбуваються складні комплексні теплотехнічні процеси спалювання палива, руху газів, теплообміну, нагріву металу. Разом з тим, як теплообмінні апарати, вони мають свої специфічні особливості.
За принципом дії методична піч є безперервною піччю, хоча посадка в неї злитків або заготовок відбувається через ті чи інші проміжки часу.
Однією з основних особливостей методичних печей є протитечійне рух в них газів і металу. Однак, можливі печі і з прямоточним рухом газів і металу.
Тепловий і температурний режими роботи методичних печей незмінні в часі. Разом з тим температура в методичних печах значно змінюється по довжині печі. Характер зміни температури, що залежить від необхідного графіка нагрівання металу, визначає як кількість і призначення зон печі, так і режим теплообміну в кожній з них. Холодний метал надходить в зону найнижчих температур і, просуваючись назустріч димових газах, температура яких весь час підвищується, поступово (методично) нагрівається.
Реферат
Высокопроизводительная и экономичная работа прокатных цехов в значительной степени определяется состоянием и работой нагревательных печей. Наиболее распространенными из них являются методические нагревательные печи.
Методические печи, как и другие нагревательные устройства, представляют собой агрегаты, в которых происходят сложные комплексные теплотехнические процессы сжигания топлива, движения газов, теплообмена,
нагрева металла. Вместе с тем, как теплообменные аппараты, они имеют свои специфические особенности.
По принципу действия методическая печь является непрерывной печью, хотя посадка в нее слитков или заготовок происходит по тем или иным промежутки времени.
Одной из основных особенностей методических печей является противоточное движение в них газов и металла. Однако, возможны печи и с прямоточным движением газов и металла.
Тепловой и температурный режимы работы методических печей неизменны во времени. Вместе с тем температура в методических печах значительно изменяется по длине печи. Характер изменения температуры, зависит от необходимого графика нагрева металла, определяет как количество и назначение зон печи, так и режим теплообмена в каждой из них. Холодный металл поступает в зону низких температур и, продвигаясь навстречу дымовых газах, температура которых все время повышается, постепенно (методично) нагревается.
Abstract
High performance and economical operation of rolling mills are largely determined by the status and operation of the heating furnace. The most common of these are methodical heating furnace.
Methodical oven, like other heating devices are aggregates in which there are complex heat engineering complex combustion processes, movement of gases, heat exchange heating of the metal. However, as heat exchangers, they have their own specific characteristics.
The operating principle of continuous furnace is a continuous furnace, although the landing in her bars or workpieces made through certain periods of time.
One of the main features of continuous furnaces is countercurrent flow of gases in them and the metal. However, there may be a furnace and once-through gas movement and metal.
Thermal and thermal modes of continuous furnaces are constant in time. However, the temperature in reheat furnaces varies considerably along the length of the furnace. Character of change of temperature, which depends on the desired metal heating schedule, and determines the number of destination zones of the furnace and the heat exchange mode in each of them. Cold metal enters into the zone of the lowest temperature, and advancing toward the flue gases, which always increases the temperature gradually (methodically) is heated.
Зміст
Вступ……………………………………………………………………………...6
1.Загально-технічна частина. ……………………………………………….....11
1.1 Стислий опис технологічного процесу методичної печі…….….....11
1.2 Основні матеріальні потоки процеса, їх параметри та допустимі відхилення …………………………….……………………...……….….17
1.3 Технічна характеристика основного технологічного обладнання .18
1.4 Розрахунок теплового балансу методичної печі ……...…………...21
2.Електропостачання ………………………………………..…………………..31
2.1 Умови проектування. Коротка характеристика ділянки ……….…..31
2.2 Розрахунок освітлення…………………….……..…………….….….32
2.2.1 Метод коефіцієнта використання світлового потоку ………...…..33
2.2.2 Метод питомох потужності………...………………………………34
2.3 Розрахунок електричних навантажень та вибір трансформаторі….32
2.3.1 Основні положення…………………………….……………….….32
2.3.2 Розрахунок електричних навантажень силових та освітлювальних електроприймачів……………………………………………………...….35
2.3.3 Розрахунок сумарного електричного навантаження………..……38
2.3.4 Вибір кількості трансформаторів……………..………..…………43
2.4 Розрахунок електричних мереж підприємства та вибір типу перерізів провідників………………………………………………..……47
2.4.1 Вибір кабеля по нагріву…………………………….……………..49
2.4,2 Перевірка вибраних кабелів на термічну стійкість………….…..50
2.4.3 Вибір проводів, що живлять окремі електроприймачі………….51
2.5 Розрахунок струмів короткого замикання в мережі……………….51
2.6 Вибір електричних апаратів………......……………………….……54
2.6.1 Вибір автоматичних вимикачів…………………………..………54
2.7 Основні енергетичні показники…………………………………….57
3. Електромеханічна частина та автоматизація………………………..………48
3.1 Опис робочої машини…………………..……………………...…….48
3.2 Розрахунок потужності двигуна…………….………………………51
3.3 Приведення статичних моментів і моментів інерції до валу двигуна ………………………………………..…………………………………….55
3.4 Приведення моментів інерції і коефіцієнтів жорсткості до валу двигуна…………………………………………………………………….61
3.5 Попередня перевірка двигуна по продуктивності і нагріванню…..63
3.6 Характеристика технологічного процесу та проектування системи автоматичного регулювання автоматизації……………….…….……...66
3.7 Вибір типу регулятора та розрахунок його налаштування…...…..67
3.8 Розрахунок схеми електропривода по системі ПЧ-АД……….…….70
3.8.1 Параметри двигуна…………………………………….……………72
3.8.2 Розрахунок регулятора швидкості………………...……………….75
3.8.3 Параметри регулювання…………………………………………….76
3.9 Моделювання в MATLAB…………………………………………….77
3.9.1 Модель електропривода за системою ПЧ-АД…………...………..78
3.9.2 Графічні результати моделювання електропривода за системою ПЧ-АД………………...……………………………………………………78
4. Охорона праці…………………………...…………………………………….78
4.1 Охорона праці при обслуговуванні технологічного процесу прокату металу…………...…………………………………….……………………78
4.2 Пожежна безпека …………………………………………………….79
4.3 Шум та вібрація………………..……..……………………………….79
4.4 Захист електроустановок………………………………………..……80
4.5 Охорона навколишнього середовища………….……………………81
5. Висновок………………………………………………………………………87
6. Використана література…………………………………..………………….89
ВСТУП
Методична піч - важлівій об'єкт на металургійному виробництві, який служить для нагріву металевих заготівок перед прокатки, кування або штампуванням.
Тобто автоматизація металургійного підприємства в цілому, а зокрема автоматизація методичних печей важліва для нормального ходу технологічних процесів.
Автоматизація вважається головного, найбільш перспективним напрямком у розвитку промислового виробництва. Завдяки звільненню людини від особистої участі у виробничих процесах, а також у висок ій концентрації основних операцій істотно поліпшуються умови праці й економічні показники виробництва.
У масовому виробництві доводитися користуватись універсальними автоматичності прилаштувати, що вимагають переналагодження, що викликає велику витрати непродуктивного часу. Тому в останні роки велика увага приділяється «гнучкості» автоматичного устаткування, що досягається шляхом широкого використання принципів агрегатування і програмного керування, що спричиняє поступове ускладнення конструкцій.
Ускладнення устаткування, особливо в умовах високої концентрації операцій, висуває проблему его надійності, що особливо актуально для всього металургійного виробництва. Чи не менше значення для успішного розвитку автоматизації має вишукування і впровадження нових матеріалів і нових конструкцій виробів, а також прогресивних технологічних процесів.
Таким чином, успішній розвиток автоматизації забезпечується спільною роботою конструкторів, технологів, проектувальників и організаторів виробництва.
Впровадження та розширення функціональних можливостей сучасних мікропроцесорних систем управління пов’язане із значною кількістю видів і систем відображення технологічної информации: Використання дінамічніх мікросхем; одержаний графіків технологічних параметрів за будь - Який відрізок часу; формирование передісторії и розвитку процесса; архівування зас помощью таблиць, звітніх документів ТОЩО. Це значний спрощує управління ходом технологічного процесса та підвіщує его якість.
При системному підході автоматизація виробництва дает Кращі результати, коли досконало вівчаються Властивості об'єкта автоматизації, розробляється Функціональна структура як сукупність системою функцій, Які віконуються.
При створенні систем автоматизації Використовують много Контурні системи, в якіх реалізуються принципи компенсації збурень, адаптації, досконалі Структури типу каскадних систем з Додатковий сигналами та інше.
1 ЗАГАЛЬНО-ТЕХНІЧНА ЧАСТИНА
Стислий опис технологічного процесу методичної печі
У дипломному проекті розглядається методична піч, призначена для нагріву металу перед прокаткою і відноситься до печей безперервної дії. За годину нагрівання заготовки поступово переміщуються через всю піч від входу до виходу. Методична піч складається з робочого простору, де відбувається спалювання палива і нагрівання металу, і ряду систем: опалення, транспортування заготовок, охолодження елементів печі, управління тепловим режимом і т. ін.
Розглянемо п’ятизонну штовхальну методичну піч, зображення розрізу якої наведено на Рисунку 1. Найменування печі відповідає числу опалювальних зон. Підлягають нагріванню, заготовки подаються до завантажувального вікна 1 печі за допомогою рольганга завантаження 2 і зштовхається в піч штовхачем. Заготовки розташовуються в печі впритул одна до іншої, стикаючись бічними гранями. Тому при штовхані в піч всі заготовки переміщаються уздовж печі. Одночасно з вікна видачі 3 на приймальний рольганг 4 видається нагріта заготовка.
Робочий простір печі розбито на зони: методичну зону 5, верхню і нижню перші зварювальні зони 6 і 7, верхню і нижню другі зварювальні зони і 9, томильную зону 10. Всі зони, крім методичної, оснащені пальниками I1, в яких спалюється паливо (змішаний газ, природний газ, мазут).
Заготовки нагріваються поступово (методично), переміщаючись, спочатку через неопалювальну методичну зону (зону попереднього нагрівання). де температура порівняно низька, потім через зварювальні (нагрівальні) зони з високою температурою, де відбувається швидке нагрівання металу, і томильную зону, в якій здійснюється - вирівнювання температур
по перетину заготовки. У методичній і зварювальних зонах заготовки переміщаються по водоохолоджуваних трубах 12, я в томильной - за монолітною подине 13.
Відпрацьовані гази рухаються в печі назустріч руху металу, віддаючи йому значну частину тепла (останнім часом розробляються методичні печі, в яких напрямок руху продуктів збігається в деяких зонах з наступним спрямуванням руху металу, проте вони не набули широкого поширення), З методичної зони вони надходять в рекуператор 14, де нагрівають повітря, що подається в зони для горіння (в деяких методичних печах в рекуператорах нагрівають також і газ).
Далі продукти згоряння в багатьох сучасних методичних печах подаються в котли-утилізатори, де частина їх тепла використовується для вироблення пари, після чого вони відводяться в димову трубу.
Рисунок 1.1 - П'ятизонна штовхальна методична піч у розрізі:
1-вікно посада металу; 2 штовхач; 3 вікно відачі металу; 4-рольганг; 5 методична зона; 6 зварювальний зона; 7- пальник нижнього топленого; 8-томильную зона; 9-пальник томильної зони; 10 заслонка вікна видачі металу; 11- газ і повітря верхніх пальніків; 12- димоходи (кабана); 13- под томильної зони; 14- рекуператор.
1.2 Основні матеріальні потоки процеса, їх параметри та допустимі відхилення
До основних матеріальних потоків в п'ятитонній методичній печі відносяться: природний газ, повітря та доменний газ, які зведені табліцю1.1 Таблиця 1.1 - Матеріальні потоки методичної печі
| № п / п | Параметр | Величина |
| 1 | Температура на віході печі | 700-800 |
| 2 | Витрати газу на піч | 6000 |
| 3 | На Першу зону | 1700-1800 |
| 4 | На другу зону | 900-1100 |
| 5 | На третю і четверту зони | 540-610 |
| 6 | На п'яту зону | 420-500 |
| 7 | Витрати повітря на піч | 6000 |
| 8 | Тиск газу | 11-14 |
| 9 | Тиск Повітря | 850-900 |
| 10 | Тиск димових газів | 5.5-6.2 |
| 11 | Температура дима до рекуператора | 27-32 |
| 12 | Температура дима после рекуператора | 40-45 |
| 13 | Температура підігрітого Повітря | 250-255 |
| 14 | Температура димових газів | 750-800 |
Технічна характеристика основного технологічного обладнання
Геометричні розміри поду печі: - ширина у Просвіті - 12,30 м; - довжина габаритна - 33,18 м;
Площа поду: - габаритна - 431 м2; - корисна - 385 м2; - активна (max) - 192,6 м2.
Максимальна проектна продуктивність (при нагріванні заготовок з вуглецевої Сталі перерізом 150х150 мм, довжина 12 м при кроці розкладки 300 мм) - 200 т / рік. Напруга активного поду - 1040 кг / м2.
Основним технологічним обладнанням в даній работе є методична піч,
габаритні розміри якої зведені в таблицю 1.2.
Таблиця 1.2 - габаритні розміри
| Піч | Максимальні розміри робочого простору, м | Максимальна продуктивність, т / рік | Максимальна теплова потужність | ||
| довжина | ширина | ГДж / г | Гкал / г | ||
| Штовхальні з похилим подом | 22 | 13 | 180 | 460 | 110 |
| З нижнім обігрівом | 40 | 13 | 320 | 800 | 190 |
| З рухомими балками (з крокуючім подом) | 50 | 13 | 420 | 1170 | 280 |
Кількість пальників у зонах печі:
- 1 зона - 40 шт.; - 2 зона - 40 шт.; - 3 зона - 16 шт.; - 4 зона - 16 шт.; - 5 зона - 8 шт.
Розрахунок теплового балансу методичної печі
При складанні теплового балансу печі доводиться опускати деякі статті витрат тепла, що не перевищують 5% всього витрати. [1,2,3,4,5,]
Прихід тепла:
Тепло від спалювання палива:
, Де В - шуканий витрата палива, м3 / рікТепло, що вноситься підігрітим повітрям:
Тепло екзотермічних реакцій (приймемо чад 1%, теплота згоряння заліза 5650кДж / кг)
Витрата тепла:
При складанні теплового балансу опущені такі статті витрат:
А) втрати тепла випромінюванням через відкриті вікна;
Б) втрати від хімічної неповноти згоряння;
У) втрати від механічної неповноти згоряння.
1.Тепло, що витрачається на нагрів металу:
де P-продуктивність печі; C-середня теплоємність Me; при Перш за все визначаємо теплоємність димових газів при t = 8000С
Середня площа зводу
Товщина зводу 0,3, матеріал шамот. Приймаємо, що температура внутрішньої поверхні склепіння дорівнює температурі газів.
Середня температура газів в печі:
Якщо вважати, що температура зовнішньої поверхні кладки близько 500С, то середня температура вогнетривкого матеріалу зводу 5900С.
З цієї температурі
з Додатка IX (1) вибираємо коефіцієнт теплопровідності шамотного матеріалу: Таким чином, втрати через звід складають:
де α - коефіцієнт тепловіддачі від зовнішньої поверхні стін до навколишнього повітря, рівний 71,2 кДж / (м2ч0С)
Потері через стіни, кладка стін виконана двошарової (шамот 345мм, діатоміт 115мм)
Площа стін, м2:
методичної зони
зварювальної зони
томильной зони
торцевих:
Повна площа стін:
При лінійному розподілі температури по товщині стін середня температура шамоту буде дорівнює 5500С, а діятимуть 1500С. отже,
Повні втрати через кладку
Втрати тепла з охолоджувальною водою по практичним даним приймаємо рівними 10% Qx приходу, (тобто від
) Невраховані втрати приймаємо в кількості 15% Qx приходу тепла
Запишемо рівняння теплового балансу печі
Проведені розрахунки з теплового балансу наведені у табліці 1.3
Таблиця 1.3 Тепловий баланс методичної печі
| Приход, кДж / год; | % |
| Тепло, що отримується від згорання палива | 86,1 |
| Тепло, що вноситься підігрітим повітрям | 11,1 |
| Тепло екзотермічних реакцій | 2,8 |
| Разом: QΣ = 157 * 106 | 100 |
| Витрата кДж / год; | % |
| Тепло, що витрачається на нагрів металу | 42 |
| Тепло газів | 33 |