БИЛЕТ №3
1.Элементы режима резания при точении, геометрия срезаемого слоя.
Элементами режима резания является скорость резки, подача и глубина резания. Совокупность их значений называют режимом резки.
Скорость резания V - скорость точки рассматриваемого режущей кромки инструмента или заготовки в направлении главного движения резания. Скорость резки измеряют в метрах в минуту (м / мин) при всех видах обработки резанием, кроме шлифования и полирования, при которых ее измеряют в метрах в секунду (м / с).
Подача S - это отношение расстояния, которое прошли точки режущего лезвия или заготовки в направлении движения подачи, в соответствующее количество циклов (или их частей) главного движения.
Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. При различных технологических методах обработки резанием подача может выражаться: в миллиметрах на оборот - при точение, фрезерование, сверление, зенкеровании, развертывании; в миллиметрах на ход или в миллиметрах на двойной ход - при строгании, долблении, шлифовке; в миллиметрах на зуб - при фрезеровании, протягивании; в миллиметрах в минуту - при фрезеровании, шлифовании.
Глубина резания h - это размер слоя металла, который срезается за один проход резца, измеренное в направлении, перпендикулярном к обработанной поверхности. Глубина резания всегда перпендикулярна направлению подачи. Измеряют глубину резания в миллиметрах.
Геометрия срезаемого слоя. Сечение срезаемого слоя, или сечение среза, – фигура, образованная при рассечении слоя материала заготовки, отделяемого лезвием за один цикл главного движения резания. Сечение срезаемого слоя может иметь различную форму в зависимости от формы режущей кромки резца и ее расположения относительно вектора скорости движения подачи. В случае прямолинейного режущего лезвия, расположенного под углом к вектору, сечение срезаемого слоя имеет форму параллелограмма, основание которого равно подаче, а высота – глубине резания.
Толщина слоя, который срезается, α - это длина нормали к поверхности резания, проведенной через точку режущей кромки и ограничена сечением срезаемого слоя.
Ширина слоя, который срезается, b - это длина стороны сечения срезаемого слоя, образованная поверхностью резания.
Толщина среза α измеряется в направлении, перпендикулярном к режущей кромке, ширина среза b - вдоль режущей кромки.
2.Плоское шлифование (схема, оборудование и инструментальное оснащение)
Процесс шлифования осуществляется на шлифовальных станках. Шлифовальные станки позволяют обрабатывать наружные и внутренние, цилиндрические и конические, плоские и фасонные поверхности, профиль резьбы и зубчатого венца, сложные поверхности режущих инструментов. Наиболее распространенными являются кругло- и плоскошлифовальные станки.
Шлифование осуществляют периферией и торцовой поверхностью круга. Есть станки, в которых шлифование осуществляется одновременно торцами двух противоположно установленных кругов. При шлифовании торцом круга различают шлифование кругом, ось которого перпендикулярна обрабатываемой плоскости, и шлифование кругом, ось которого наклонена к шлифуемой плоскости. Плоскошлифовальные станки с прямоугольным столом выполняют с горизонтальным и вертикальным шпинделями. На практике наиболее распространены четыре схемы плоского шлифования.
Заготовки закрепляют на прямоугольных или круглых столах 1 с помощью магнитных плит, а также в зажимных приспособлениях. Возможно закрепление одной или одновременно многих заготовок. Заготовки размещают на столах, затем включают ток, и они притягиваются к магнитной плите. Прямоугольные столы совершают возвратно-поступательные движения, обеспечивая продольную подачу. Подача на глубину резания дается в крайних положениях столов. Поперечная подача необходима в тех случаях, когда ширина круга меньше ширины заготовки.
Круглые столы совершают вращательные движения, обеспечивая круговую подачу. Остальные движения совершаются по аналогии с движениями при шлифовании на прямоугольных столах. Более производительно шлифование торцом круга, так как одновременно в работе участвует большое число абразивных зерен.
Но шлифование периферией круга с использованием прямоугольных столов позволяет выполнить большее число разнообразных видов работ. Способом шлифования периферией круга обрабатывают, например, дно паза, производят профильное шлифование, предварительно заправив по соответствующей форме шлифовальный круг, и выполняют другие работы. На плоскошлифовальном станке плоские поверхности шлифуют кругами тип I с продольной и поперечной подачей.
При обработке некоторых поверхностей применяют специальные конические круги.
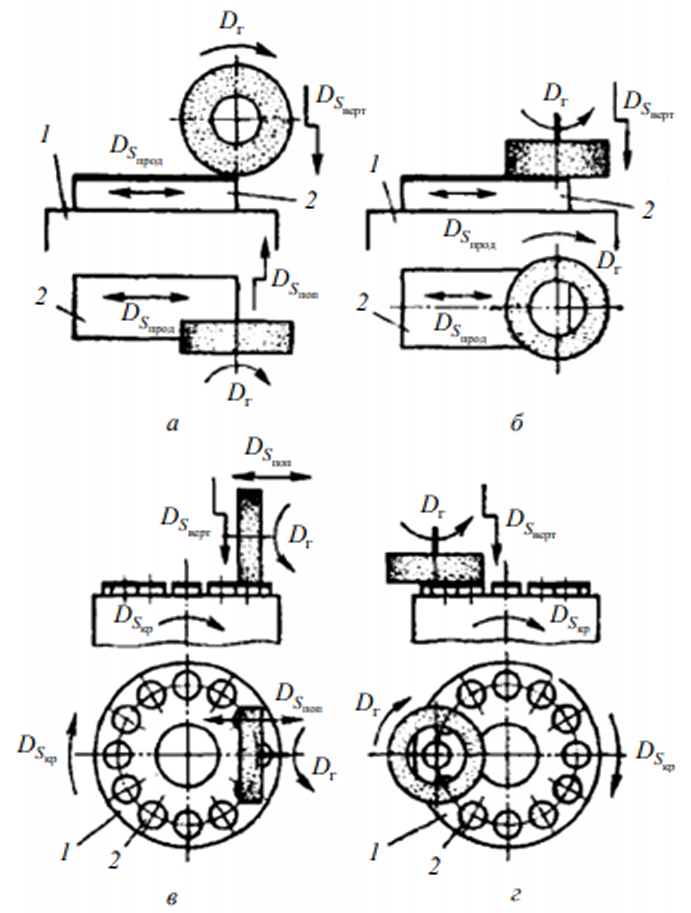
Схема обработки заготовок на плоскошлифовальных станках: плоское шлифование может производиться периферией (а, в) или торцом круга (б и г); с плоским столом (а, б) или с круглым столом (в, г)
Вертикальные поверхности обрабатывают кругами тип II, фасонные поверхности — фасонными кругами.
3.Типы участков подхода-отхода при фрезеровании на станках ЧПУ
Фрезерные станки с ЧПУ – современное высокотехнологичное оборудование с автоматической системой управления. На них обрабатывают детали из чугуна, стали, а также из сплавов легких металлов. Выполняется обработка корпусных деталей с полным комплексом операций в трех координатах (X, Y, Z) на станке в базовом исполнении и по четырем-пяти координатам – на станке в опциональной версии. Процесс фрезерования осуществляется на высокой скорости. Станки оснащены системой ЧПУ, экраном, что гарантирует высокоточное исполнение команд. Сервоприводы, оснащенные цифровым управлением, обеспечивают точное и быстрое перемещение по осям.
Подход формируется в плоскости обрабатываемого контура. Подход представляет собой часть траектории обработки пристраиваемую к начальной точке обрабатываемого контура. Он может состоять из трех участков – участка включения коррекции, непосредственно участка самого подхода, а так же участка представляющего собой пристройку к обрабатываемому контуру. Оперируя этими тремя способами можно получить наиболее оптимальную траекторию подхода в каждом конкретном случае. Последовательность участков неизменна, любые из этих элементов можно не включать в траекторию.
Участок включения и выключения коррекции на радиус инструмента.
Включение и выключение коррекции производится только на линейных перемещениях инструмента. Он может производиться по касательной и по нормали к следующему участку траектории, либо из произвольно заданной точки. Непосредственно за участком включения коррекции может находиться участок подхода, либо участок удлинения контура, либо сам контур в зависимости от конкретных условий и решений, принятых технологом. Участку включения коррекции соответствует кадр линейного перемещения в УП, в котором, помимо информации о перемещении, имеются функции G41 или G42 и номер корректора, как правило, D или H в соответствии с требованиями конкретного УЧПУ. Задание этого участка в SprutCAM производится в окне Параметров операции на странице Подход-Отход. В поле "Ход включения коррекции" выбирается способ присоединения участка включения коррекции к следующему участку траектории, а в поле "Расстояние" задается длина этого участка. В выпадающем списке "Использовать" выбирается в каких случаях необходимо добавлять участок включения коррекции. Возможны следующие варианты.
Если включена компенсация. Ход включения коррекции пристраивается к траектории только если включено использование коррекции на радиус инструмента. Коррекция может быть включена или выключена для операции в целом на странице "Подход-Отход" соответствующим переключателем. Чтобы коррекция включилась также должен быть установлен переключатель использования коррекции для конкретного контура в окне рабочего задания.
Никогда. Ход включения коррекции не будет строиться.
Всегда. Ход включения коррекции будет добавляться всегда, даже если коррекция на радиус инструмента выключена.

Участок включения коррекции формируется системой управления станка, устаревшие стойки формируют простое линейное перемещение, более современные УЧПУ могут формировать траекторию с учетом контроля столкновения фрезы с заготовкой.
На рисунке показаны способы формирования участков включения коррекции примыкающих непосредственно к контуру обработки детали, т.е. участки подхода и удлинения контура в этом случае не были активизированы. Пунктиром показаны способы перемещения: по касательной, из произвольной точки, перпендикулярно к контуру. Линии со стрелками это пути перемещения инструмента с учетом отработки величины коррекции установленной оператором станка в корректоре текущего инструмента.

Различные стойки ЧПУ могут отрабатывать ходы включения и выключения коррекции по разному.
Подход
На этом участке, как правило, происходит соприкосновение инструмента с материалом заготовки, поэтому система предлагает использовать все известные на сегодня способы врезания инструмента в материал, а именно тангенциально, по нормали, по дуге, под произвольно заданным углом. Следующим вслед за участком подхода может находиться участок удлинения контура, либо сам контур в зависимости от конкретных условий и решений, принятых технологом. Если подходу предшествовал участок включения коррекции, тогда подход отрабатывается станком с учетом величины коррекции. Соответственно если участок включения коррекции не был включен, перемещение инструмента будет осуществляться непосредственно по кривой подхода центром фрезы.
Подход задается в окне параметров операции на странице <Подход-Отход>. В поле <Тип подхода> выбирается способ подхода: <По дуге>, <По нормали>, <По касательной>. В полях поясняющего рисунка устанавливаются требуемые геометрические параметры траектории подхода.
На рисунке показан подход по дуге примыкающий к контуру обработки детали. Фактически участок подхода это часть контура обработки. Вопрос включения или не включения этого участка в общую конструкцию подвода инструмента к детали решается технологом ЧПУ в зависимости от конкретных условий и требований к обрабатываемой детали.
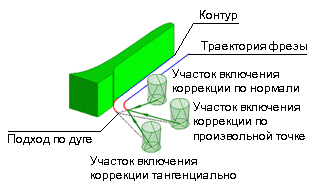
На следующем рисунке показан подход к контуру обработки детали под углом из произвольно заданной точки, с участком включения коррекции, как и в предыдущем примере.

Участок удлинения контура (недоход и перебег)
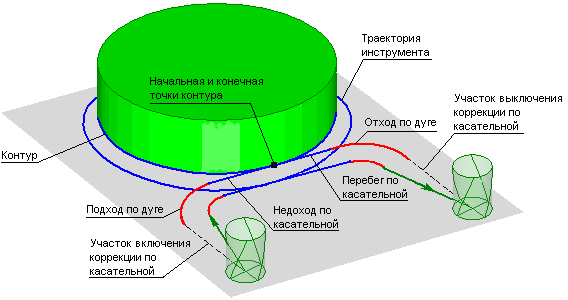
Зачастую возникает необходимость удлинить контур либо в начале, либо в конце, либо и там и там. С этой целью в SprutCAM используется дополнительный участок контура. Этот участок называют подступ, если его добавляют в начале контура и перебег если в конце. Как правило, используется при обработке вдоль замкнутых контуров, когда начальная и конечная точки контура совпадают. Обычно в этом случае остается след от фрезы из за неравномерного объема снимаемого материала в момент врезания, а так же эффекта отжима фрезы.
Этот участок траектории можно формировать двумя способами – по касательной к начальной и конечной точкам или вдоль кривой. При использовании режима <По касательной> необходимо иметь в виду, что в некоторых случаях касательная может быть направлена внутрь детали, и принять необходимые меры для предотвращения зареза детали. Участки недохода и перебега задаются в окне параметров операции на странице <Подход-Отход>. В поле <Тип подхода> выбирается способ подхода: <По дуге>, <По нормали>, <По касательной>.

На рисунке изображена ситуация когда недоход и перебег заданы способом <По касательной>, причем подход и отход к контуру не включены т.е. имеется участок включения коррекции по нормали к недоходу, и участок выключения коррекции также по нормали к перебегу.
На рисунке изображена та же ситуация только с включенными участками подхода и отхода по дуге.
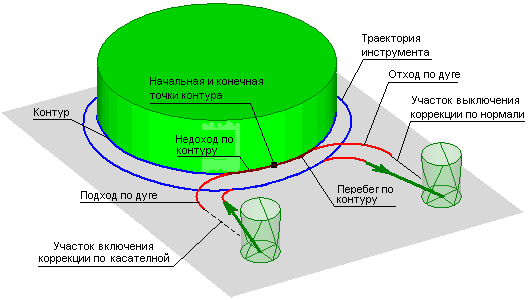
На рисунке показан способ удлинения вдоль контура – участки <Недоход по контуру>, <Перебег по контуру>.
Включение коррекции на радиус инструмента.
На странице Подход-Отход можно включить, либо отключить использование коррекции на радиус инструмента. В зависимости от типа операции панель включения коррекции может менять свой вид.
Панель включения коррекции в операциях обработки контура имеет переключатель, который позволяет задать всего два возможных варианта: коррекция включена и коррекция выключена. Если коррекция включена, то становится доступным поле ввода, в котором можно задать величину коррекции на радиус. Данное значение не влияет на расчет траектории и на координаты, выводимые в управляющую программу. Оно лишь задает значение, которое используется в режиме моделирования для эмуляции поведения стойки ЧПУ станка. Стойка ЧПУ, при включении коррекции, смещает инструмент от запрограммированной траектории на величину, заданную в корректоре на радиус инструмента. Радиус коррекции может быть задан либо в текущих единицах измерения системы (мм или дюймы), либо в процентах от диаметра инструмента.

Панель включения коррекции в послойных и некоторых других операциях имеет выпадающий список, который содержит несколько возможных режимов использования коррекции. В зависимости от выбранного режима радиус коррекции автоматически принимает либо нулевое значение, либо значение равное радиусу инструмента.